


焊接电池模组汇流排的各种焊接技术对比分析!
动力电池电芯成模组,成PACK的连接方式不权影响动力电池制造的效率,生产模式,以及其制造后质量直接决定动力电池装车后的性能表现,从传统的焊接方式到现在的先进的激光焊接,动力电池汇流排的 焊接类型经对过多年的发展演变,可以归纳为以下几种方式,下边我们将分析各种焊接方式的特点。
一、电阻焊。
电阻焊是以电阻热为能源的一类焊接方法,电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效 应将其加热到熔化或塑性状态,同时加压使之形成金属结合的一种焊接的方法。电阻焊在焊接时,不需 要填充金属,生产率高,焊件变形小,容易实现自动化。
为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过程中始终要施加压力。电阻焊在焊接时, 被焊工件的接触表面对于获得稳定的焊接质量是头等重要的。
因此,焊前必须将电极与工件以及工件与工件间的接触表面进行清理。在动力电池的成组工艺中,电阻焊作为一种比较成熟的工艺,应用于动力电池单体与母排的焊接,动力电池极耳与并联导电条的连接等 。由于设备简单,成本较低,在动力电池行业发展早期,应用比较多,近年有逐步被更先进的激光焊接和超声波焊接替代趋势。
二、高分子扩散焊。
高分子扩散焊是在真空环境下,一定温度和压力下将种待焊物质的焊接表面相互接触,通过微观塑性变 形或通过焊接面产生微量液相而扩大待焊表面的物理接触,使之距离达(1~5)×10-8cm以内(这样原 子间的引力起作用,才可能形成金属键),再经较长时间的原子相互间的不断扩散,相互渗透,实现冶 金结合的一种焊接方法。
高分子扩散焊是一种特殊的焊接工艺,能使用不同强度的铜箔在特定的区域焊接在一起,这种焊接工艺不需要使用任何形式的助焊剂,可实现完美的分子连接性,主要原用于动力电池的软连接。安装接触面 可以承受任何形式的挤压、弯曲、或者碰撞。由于安装接触面是定制的,所以它可以安装到只有2mm的空 间内。
三、超声波焊接。
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩 擦而形成分子层之间的熔合。通过超声波发生器将50/60 Hz交流电转换成15、20、30或40 kHz 高频电 能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改 变振幅的变幅杆装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振 动能量被通过摩擦方式转换成热能,将金属熔化。超声波金属焊接优点:
1、超声焊与电阻焊方法比较,模具寿命长,模具整修与替换时间少,而且易于实现自动化。
2、焊接材料不熔融,不脆弱金属特性。焊接后导电性好,电阻系数极低或近乎零。
3、同种金属不同种金属之间均可以进行超声焊接,与电阻焊相比耗费能量少得多。对焊接金属表面要求 低,氧化或电镀均可焊接。
4、超声焊与其他压焊相比,要求压力较小,且变形量在10%以下,而冷压焊其工件变形量达40%~90% 。焊接时间短,不需任何助焊剂、气体、焊料。
超声波金属焊接缺点也明显:
1、批量焊接速度较慢,焊接路线不可控,无法精细化;
2、焊接强度质量统一性较差;
3、相对激光其耗电量,生产成本较大;
四、激光焊接机。
激光焊接效率高,易于实现自动化生产。在不断改进焊接工艺,限制成型过程中的热影响以后,在实际 生产中的应用也越来越多,激光焊接配合工业机器人正在逐步成为自动化动力电池模组生产线的主力。
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,激光焊接主要用于焊接薄壁材 料和低速焊接,激光焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散 ,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。激光 焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率 密度小于104~105W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107W/cm2时,金 属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。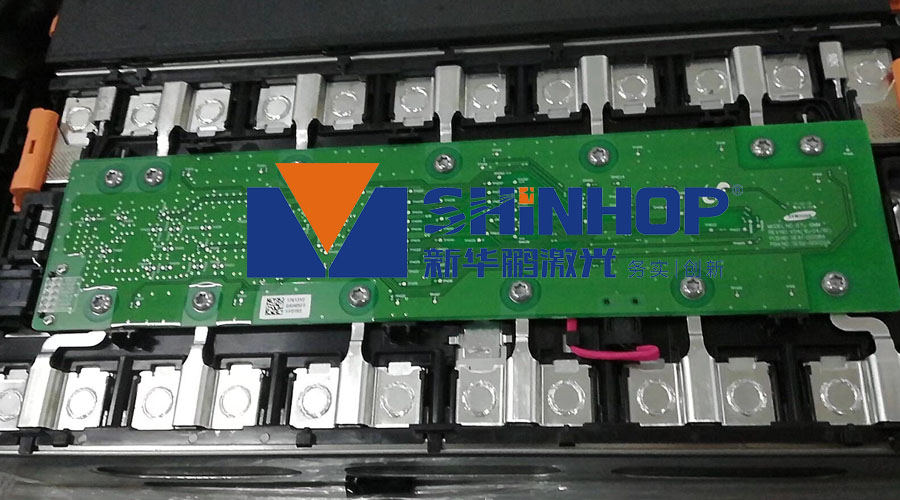
通过电池模组汇流排各种焊接方式的对比可知,激光焊接仍是当前电池焊接优先选择的技术,随着自动 化,智能化技术不断更新发展,激光焊接动力电池工艺也将更精细化,智能化,包括电池的上料,检测 ,焊接,质量监测,追溯,装配以及下料等整条生产智能生产线更加多样化,是无尘车间,智慧工厂重要组成部分!
